



栏目:技术文献
发布时间:2024-12-13[ 摘要 ] 目的:建立适用于小瓶装即食性益生菌粉剂包装密封完整性测试的真空衰减法。方法:采用真空衰减法测试小瓶装即食性益生菌粉剂包装密封完整性。定制合适的测试腔体和阴性对照样品,使用气体流量计进行方法开发和验证,验证通过后测试样品。结果:方法的检出限为3 μm,在泄漏流量为0.019 ~0.816 mL·min-1 时,线性关系良好,测试准确度为100%。结论:真空衰减法操作便利、效率高,可实现无损检测,适用于小瓶装即食性益生菌粉剂的密封性完整性测试。
关键词:真空衰减法;小瓶装即食性益生菌粉;包装密封完整性
益生菌是一类对宿主有益的活微生物,主要存在于消化系统,能改善肠道健康、促进消化、提高免疫力,并有助于缓解便秘。即食性益生菌粉剂作为营养补充剂,含有乳酸菌和双歧杆菌等高活性菌株[1-2]。为了延长货架期,益生菌对储存环境要求严格,因此包装必须采用高阻隔材料,确保组件优良的密封性,防止微生物污染和湿气侵入。市场上常见的包装形式包括铝塑复合膜袋和小瓶装,具有便携和易储存的特点。铝塑复合膜条形包装方便携带,但需用水杯冲调。目前,许多厂家采用食品级PP材质的包装容器,以高阻隔铝塑膜密封确保无菌,提供更好的密封性和安全性。
在食品包装领域,确保包装系统的完整性对于保持产品质量和安全性至关重要。液下气泡法是一种在真空室中抽真空,利用试样内外压差观察气体外逸或水渗入情况来判断包装密封性能的方法[3]。该方法因成本低、操作灵活性高,被广泛应用于包装完整性的检测[4]。然而,该方法属于概率性有损测试方法,检出限通常在10 μm以上,在检测半硬质包装、容积小且顶空气体极少的益生菌粉剂产品时,测试结果不足以指导包装材料选择、材料配方优化或热封参数选择等。
相比于液下气泡法,真空衰减法作为一种无损定量的测量方法,提供了更高的灵敏度和准确性[5-8]。该方法通过监测腔体中压力的变化来检测泄漏,能够准确检测3 μm及以上泄漏通道,部分仪器甚至可达1 μm的灵敏度。真空衰减法不仅适用于硬质和半硬质包装,而且能够更准确地评估包装的密封完整性,从而为益生菌等对密封性要求极高的产品的包装材料研发和质检提供有力指导。
1、材料与方法
1.1 材料与设备
小瓶装即食性益生菌粉剂样品,包装系统由PP塑料和铝塑膜组成;特制阴性不锈钢实体和测试腔体,广州标际包装设备有限公司。
AUTO GBM-L2 双压法微泄漏密封测试仪,广州标际包装设备有限公司;FCO 220 气体流量计,Furness Controls Limited。
1.2 实验方法
即食性小瓶益生菌粉剂的包装系统采用环扣连接上桶盖与下包装筒,但未实现完全密封。铝膜与上桶盖之间存在空气间隙,难以区分泄漏源是铝膜与上桶盖之间的空间,还是下桶与铝膜的密封区域。本研究旨在通过密封包装系统测试,精确检测微小泄漏。
为确保测试的准确性,样品准备时去除上桶盖,仅对下桶和热封铝塑膜的密封性进行测试。阴性对照样品采用316 不锈钢材质,体积与益生菌粉剂小瓶装样品相等,见图1。为提升测试灵敏度,定制了适配极小缝隙的腔体。将阴性对照样品放入腔体内,密封上腔盖,连接或关闭气体流量计进行方法验证测试。方法验证通过后,放入测试样品测试,若压力上升超过设定阈值(P/F值),则判定样品存在泄漏;若未超过,则认为无泄漏。
 图1 小瓶装即食益生菌粉剂测试样品与阴性对照样品
图1 小瓶装即食益生菌粉剂测试样品与阴性对照样品
1.3 方法参数
基于小瓶装即食益生菌粉样品特征,AUTO GBM-L2 双压法微泄漏密封测试仪参数设定见表1。

2、结果与分析
2.1 阈值(P/F 值)研究
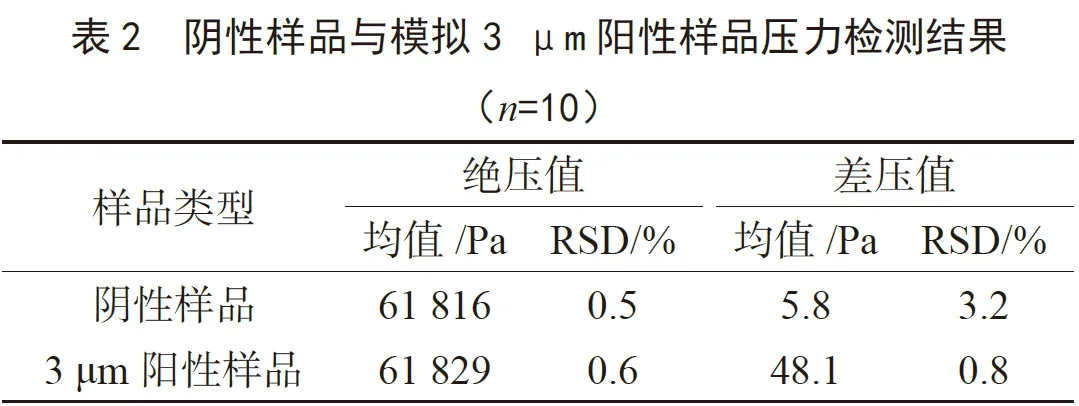
取阴性对照样品,放进测试腔,重复测试10 次,记录测试的绝压值和差压值。使用气体流量计连接腔体,调节流量0.077 mL·min-1,模拟3 μm的泄漏通道,重复10 次,记录测试的绝压值和差压值。阴性样品、3 μm阳性样品(引入泄漏)的压力数值见表2。
把样品盖膜去除,制作大漏样品,重复测试3次,测出绝压值为72 526 Pa、72 537 Pa、72 528 Pa,大漏样品绝压值均值为72 530 Pa。大泄漏阈值(P/F值)为(阴性样品绝压值均值+ 大漏样品绝压值均值)/2,同时应当满足大泄漏阈值(P/F 值)小于大漏样品绝压值最小值。经计算大泄漏阈值(P/F 值)为67 173 Pa,且小于大漏样品绝压值最小值。因此,可确保样品如果存在大泄漏,在循环1阶段就可以100% 识别,判断为不合格。
重复测试阴性样品10次,得出的差压最大值为6.5 Pa,标准偏差为1.8 Pa。以0.077 mL·min-1模拟3 μm阳性样品重复测试10次,得出的差压最小值为47 Pa,标准偏差为0.4 Pa。小泄漏阈值(P/F 值)为(阴性样品差压最大值+3× 阴性样品差压标准偏差+ 阳性样品差压最小值-3× 阳性样品差压标准偏差)/2=28.8 Pa。
检测样品时,样品的绝压值大于大泄漏阈值(P/F值)或差压值大于小泄漏阈值(P/F 值),则被系统判定为不合格,样品的差压值小于小泄漏阈值(P/F值)则被系统判定为合格。
2.2 检出限研究
执行表1的循环参数,设置2.1确定的大小泄漏阈值(P/F)值,取阴性样品重复测试20次。打开气体流量计,模拟3 μm泄漏通道样品,重复测试20次。3 μm泄漏检测结果均为不合格,所以检出限确定为3 μm。
2.3 线性范围
把阴性对照样品置于测试腔内,盖好上腔盖,开启气体流量计,分别调节流量为0.019 mL·min-1(模拟1.5 μm泄漏)、0.041 mL·min-1(模拟2.2 μm泄漏)、0.077 mL·min-1(模拟3.0 μm泄漏)、0.215 mL·min-1(模拟5.0 μm)、0.861 mL·min-1(模拟10.0 μm泄漏)依次测试,以引入泄漏流量(mL·min-1)为横坐标,差压值(Pa)为纵坐标,使用最小二乘法进行线性拟合,得出回归方程为y=654.79x+5.6691,R2=0.999>0.998。因此,在泄漏流量为0.019 ~ 0.816 mL·min-1时,方法线性关系良好。
2.4 准确度研究
分别取阴性对照样品、3 μm阳性样品(流量计引用泄漏)、5 μm阳性样品(流量计引入泄漏),依次进行10 次重复测试,阴性样品检测结果合格,阳性样品检测结果为不合格,识别率达100%,可见方法准确度良好。测试结果见表3。

2.5 样品测试
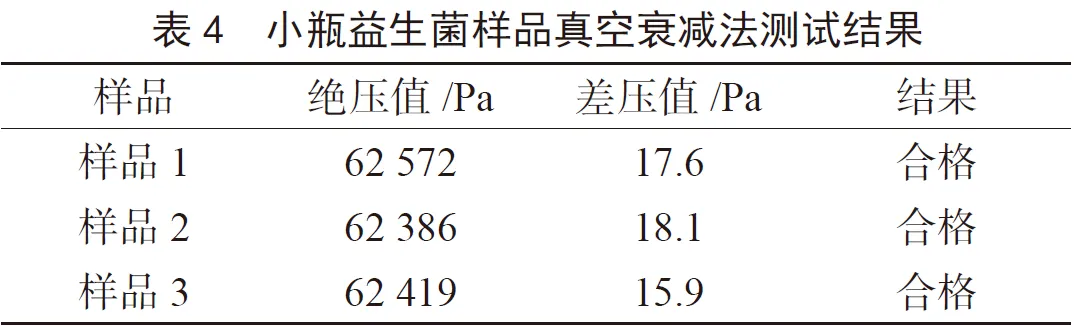
分别取同批次3个小瓶益生菌样品放进测试腔内,盖好上腔盖,按上述方法测试,测试结果见表4。本次测试的小瓶装即食益生菌粉样品绝压值均小于大泄漏阈值67 173 Pa,测试进入循环2阶段,差压值均小于小泄漏阈值28.8 Pa,系统判定合格。样品测试结果未达到方法检出限(3 μm),包装系统密封性良好。
3、结论与讨论
为保障益生菌粉包装的质量,可采用微泄漏检测设备评估硬质塑料和柔性铝塑膜复合包装系统的密封性,并据此优化密封参数。本研究建立了真空衰减法检测小瓶装即食益生菌粉包装密封完整性的方法,并通过了方法阈值、检出限、线性、准确度的验证。该方法检出限为3 μm,适用于小瓶装即食益生菌粉密封完整性的检测。
为确保测试的准确性,使用真空衰减法进行测试时需重点关注检测方法的阈值,阈值过低或过高均可能出现假阴性与假阳性[9]。此外,也要充分考虑环境温湿度、阴性对照样品材质、死腔体积(样品放进腔体后的剩余体积)的大小、测试系统密封性和方法参数设计等关键影响因素。测试过程中,建议将实验室温度控制在20 ~ 25 ℃,相对湿度控制在40% ~ 60%;阴性对照样品建议采用受湿度影响最小的316不锈钢材质;应控制死腔体积的大小,死腔体积越小,方法灵敏度越高;要确保测试系统的密封性能优越,无泄漏;循环1和循环2 的方法参数需合理设计,以获得更高的灵敏度,确保微小泄漏的检出。
真空衰减法作为一种无损、可定量、高灵敏度的密封完整性检测方法,已经广泛应用于制药行业无菌制剂的密封完整性检测,其检出限优于色水法和微生物挑战法[10]。在食品包装行业,气泡法和色水法仍然是现阶段主流的包装密封完整性检测方法。但部分高端食品属无菌产品,体积较小,价值高,使用真空衰减法在检出限、操作便利性方面明显更优,获得越来越多食品企业的青睐。

-

微信服务号
-

抖音
-

小红书
-

视频号